
服务热线
0512-57362379
U9彩票手机1:15162611120
手机2:13773181318
联系人:唐经理
地址:昆山市周市镇青阳北路565号
地址:江苏淮安市盱眙县工业园区玉环大道88号
创阔科技微通道换热器U9彩票(GOT MCHE)是一种新的传热技术升级换代产品,对各行各业的换热器进行了颠覆式创新。其核心部件“换热核心”的工作原理与活性炭相同,即内部微通道结构形成非常大的表面积(同体积管壳式换热器换热面积的10倍以上)。同时,紧密耦合的冷热流路也大大提高了热交换效率。

U9彩票创阔科技微通道换热器采用类似的芯片加工技术,利用化学刻蚀技术,在金属薄板上刻蚀出微米至毫米级的换热单元通道,制成换热芯板。再将不同流道形式的冷热芯板交替堆放,通过扩散焊接技术,使相邻的芯板紧密结合,形成换热芯。
2.扩散焊接技术在微通道换热技术中的应用
由于微通道芯结构的特殊性,芯板平面间的大面积连接需要大量的焊接接头。传统的热交换器多采用熔融焊接的方法进行焊接。熔融焊接工艺比较成熟,易于实现,但要求焊接接头到达性好。另一方面,在微通道换热器的核心这种特殊的结构中,焊接技术不容易实现。
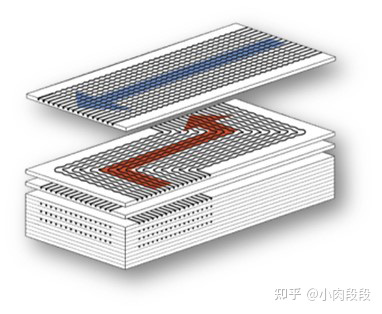
图2.创阔科技微通道芯板连接示意图
2.1什么是扩散焊
U9彩票扩散焊接是能够得到整体焊接接头的固体结合工艺。即,通过在高温下相互接触的材料之间的局部塑性变形,实现在两个工件的接触面之间形成原子扩散并结合的精密连接方法。
图3.扩散焊接连接接口动画示意图
U9彩票由于结合表面的微粗糙变形,结合面积增加,在结合开始时使用原子扩散,之后晶粒在接合面上生长,结合界面变得无法区分。焊接模式完全的扩散焊接头、室温抗拉强度、母材等较强。
扩散焊接是一种精密焊接方法,通常用于难以或不可能形成接头的情况,例如具有复杂内部结构的零件。微通道换热器是扩散焊接的常用应用。
U9彩票2.2扩散焊接工艺概述
U9彩票创阔科技微通道热交换器的扩散焊接炉是真空炉,具有对用石墨工具连接的芯板施加压力的液压闸门。这个过程被称为单轴扩散耦合。由于该过程依赖于原子扩散,因此需要施加压力使两个表面紧密接触以促进界面之间的扩散。因此,芯板之间的表面粗糙度和平整度是重要的工艺参数。
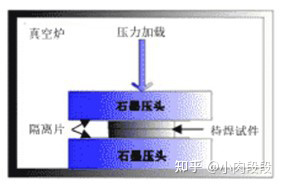
图4.扩散焊接试验片的组合焊接的示意图
扩散焊接通常在真空条件下进行,其真空度<1×10-2毫巴,温度高达1300℃。
熔点高的材料需要更高的温度。扩散连接温度通常为材料熔点(Tm)的50%~75%,在进行扩散焊接时,还需要考虑熔融炉自身的最大负荷限制来决定最佳的焊接温度。
对于不适合高真空条件的材料,也可以通过在热处理炉中填充氩、氮等惰性气体进行分压来进行扩散焊接。
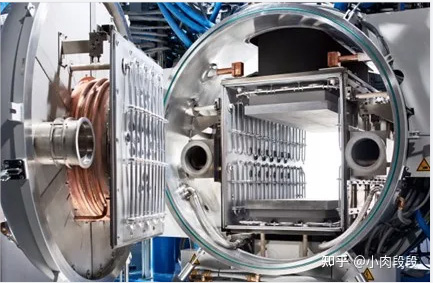
U9彩票图5真空扩散焊接炉的内部结构概略图
U9彩票2.3扩散焊接技术的优势
1)在扩散焊接的情况下,由于基体不过热、不熔融,因此能够在不降低被焊接材料的性能的情况下焊接大部分金属或非金属,特别适用于活性金属、耐热合金、陶瓷、复合材料等熔融或其他方法难以焊接的材料。对于可塑性差、熔点高的同种材料以及相互不溶解、熔融时产生脆性金属间化合物的异种材料,扩散焊接是优选的焊接方法。
U9彩票2)扩散焊接头质量好,其显微组织和性能与母材相近或相同,焊缝不存在焊接缺陷,也不存在过热组织和热影响区。焊接参数易于精确控制,批量生产时接头质量和性能稳定。
U9彩票3)焊接件精度高,变形小。焊接时的加压力小,工件多被整体加热,随炉冷却,因此焊接零件整体塑性变形小,焊接后的工件一般不进行机械加工。
U9彩票4)可焊接大断面工件,焊接所需压力不大,大断面焊接所需设备吨位不高,易于实现。
U9彩票5)可焊接结构复杂、接头不易接近、厚度差大的工件,并可同时焊接组件中的许多接头。
U9彩票3.创阔微通道扩散焊产品质量保证
Ø产品试件的拉伸、弯曲、冲击试验等理化试验
Ø非破坏性检测设备的完善
U9彩票Ø水压试验满足国家标准要求
Ø气密性耐压试验
Ø氦质谱检测
Ø强度测试
Ø爆破试验
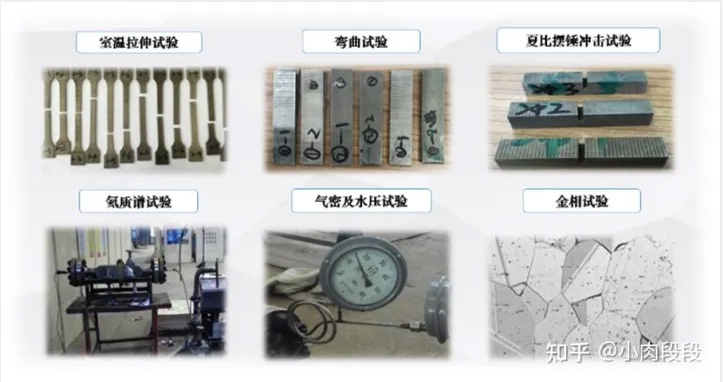
图6.微通道扩散焊产品检验过程照片
![]()